Quelles
sont les techniques concurrentes de dépollution couramment
utilisées ?
|
|
 Hydrogène
sulfuré et/ou mercaptans
Hydrogène
sulfuré et/ou mercaptans
|

Les
solutions actuellement adoptées dans l'industrie se rangent
dans les catégories suivantes: |
 L'incinération
des gaz polluants L'incinération
des gaz polluants
|
| La
combustion de mercaptans ou d'H2S ne permet pas toujours de
très bons résultats tant en Papeteries, avec le procédé de chaudière
de régénération de la liqueur noire "basse odeur", qu'en Pétrochimie
dans la combustion par torchère qui nécessite un système de
neutralisation par précipitation au chélate de fer. Par ailleurs,
cette solution présente de nombreux inconvénients: |
a - Production de gaz sulfureux.
b - Coût énergétique très élevé.
|
L'adsorption des mercaptans ou de l'H2S
|
L'opération
consiste à transférer le composé à éliminer de la phase gazeuse
vers une phase solide. Le matériau le plus couramment utilisé
est le charbon actif qui se présente sous différentes formes:
grains, tissus... etc.
Afin d'accroître les performances, le charbon est parfois imprégné
d'aldéhyde notamment.
Dans le traitement des odeurs de mercaptans ou d'H2S ce procédé
ne présente pas d'intérêt économique (le charbon saturé est
remplacé par du neuf) et s'avère dangereux (forts échauffements
et risques d'incendie) lors de l'adsorption. |
La
biodésodorisation
|
La
bio-épuration de gaz tels mercaptans et H2S implique la mise
en relation biomasse/substrat.
On peut réaliser ce contact de plusieurs manières qui conduiront
soit à un bio-lavage soit à une bio-filtration.
Dans le cas du bio-lavage, les composés sont extraits avec de
l'eau qui les transporte jusqu'aux micro-organismes épurateurs.
Les micro-organismes peuvent aussi être présents dans l'eau
de lavage.
Dans le cas de la bio-filtration, les micro-organismes sont
présents sur le matériau qui est traversé par le gaz a épurer.
Dans ces procédés l'épuration conduit à des co-produits de métabolisation
voire à une production de biomasse.
Les installations de bio-épuration occupent une place au sol
considérable sur le site d'utilisation et il faut souligner
une maintenance complexe.
Il faut rappeler la méthode de "masquage des odeurs" qui est
une méthode ancienne et inefficace à quelque distance du lieu
d'émission.
Une autre méthode consiste en une complexation de dérivés soufrés
par des composés aminés notamment des
amino-alcools mais nécessite par la suite la relibération des
dérivés soufrés piégés. |
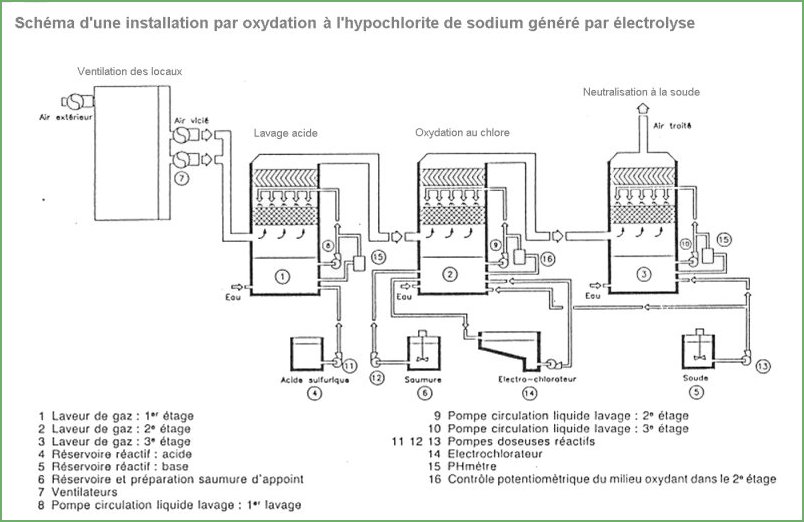
Le
lavage oxydant des gaz polluants
Rappel
de la notion d'oxydation
|
On
considère qu'un élément ou un ion a subi une oxydation
s'il devient porteur d'une charge électronique positive
par perte d'un ou de plusieurs électrons.
Par
exemple: Fe++ Oxydation ----> Fe++ + e -
Inversement
un élément ou un ion a subi une réduction s'il acquiert
une charge négative par acquisition d'un ou de plusieurs
électrons.
Par
exemple: Cl2 + 2 e- ----> 2 Cl -
Le
potentiel oxydant d'un milieu réactif est mesuré en
unités électriques (ampérométrique ou potentiomètrique).
La perte d'un ou plusieurs électrons appelle une réaction
d'équilibre avec des composés électro-négatifs afin
de tendre vers l'état d'oxydation zéro.
L'oxygène, du fait de sa grande mobilité en milieu
conducteur est l'oxydant type. Il provient de composés
peu stables, libérant tout ou partie de leur oxygène
pour assurer la formation d'acides, d'oxydes, ou de
sels stables par rupture des liaisons intermoléculaires.
Par
exemple:
Na-O-Cl
+ H-OH <----> HOCl + NaOH
HOCl <--------------> HCl + O - (O naissant)
HCl + NaOH --> NaCl + H2O
|
|
| La
méthode générale utilise le lavage du flux gazeux par une solution
aqueuse par transfert des composés à éliminer de la phase gazeuse
vers la phase liquide. Cette technique s'accompagne souvent
d'une réaction chimique. |
-
Si le composé transféré ne subit aucune modification, seule
l'absorption physique intervient.
- Si en phase liquide, pour améliorer la "solubilité apparente"
du produit a éliminer, on joue sur le pH pour favoriser
sa dissociation, le procédé est un transfert de masse accompagné
d'une réaction chimique instantanée.
|
Le
terme de lavage acido-basique désigne cette opération.
L'emploi d'un oxydant est susceptible à son tour d'augmenter
l'efficacité d'un lavage aqueux. La destruction par oxydation
améliore le transfert.
L'oxydation se superpose ou suit le lavage acido-basique. L'opération
est alors soit un lavage oxydant, soit un lavage acido-basique
suivi d'une oxydation.
Le captage des gaz à épurer est couramment effectué sur des
tours de lavages à trois étages en série.
Le transfert de masse avec réaction chimique, suivant l'importance
de l'effluent, est effectué sur des colonnes à garnissage, à
bulles ou à plateaux, voir en cuves agitées. L'adjonction d'un
oxydant dans la solution aqueuse de lavage (chlore, eau oxygénée,
ozone) ou l'oxydation de cette dernière après le lavage ont
un double objectif: |
-
Éliminer le polluant en accélérant le transfert de
masse notamment pour les mercaptans peu dissociés au pH
de travail.
- Oxyder le produit absorbé afin de régénérer en continu
la solution de lavage.
|
|
|
| |
1.
Le chlore et ses dérivés
|
Le
chlore est employé soit sous forme de chlore gazeux ou naissant,
soit sous forme d'hypochlorite ou de chlorite de sodium. On
aboutit soit à la formation d'acide hypochloreux: HClO, soit
à la formation de bioxyde de chlore: ClO2.
Il est à noter que le chlorite de sodium peut générer, selon
le pH de travail, des émanations gazeuses très irritantes et
suffocantes de bioxyde de chlore présentant, en outre, des dangers
d'incendies.
Le chlore naissant est aussi formé par électro-chloration d'une
solution d'hypochlorite ou de saumure de sodium.
Les réactions qui sont citées dans la littérature transforment
l'H2S soit en soufre colloïdal, soit en sulfates: |
HS- + ClO - ------> S + OH - + Cl -
S2- + 4 ClO - ----> SO42- + 4 Cl -
|
|
Pour arriver au stade de sulfate, la consommation théorique
de chlore est de 4 moles de Cl2 par mole d'H2S.
En pratique pour obtenir un rendement d'élimination supérieur
à 99,8% et une transformation quasi-totale en sulfate, la
consommation de chlore est de 5,2 moles par mole d'H2S détruit
et une consommation de soude d'environ
5 moles/mole.
L'action du chlore sur le méthylmercaptan est plus complexe.
Le premier produit d'oxydation est le diméthyl-disulfure
(CH3-S-S-CH3), lui-même très malodorant qui doit subir une
oxydation ultime jusqu'à l'acide méthyl-sulfonique
(CH3-SO3H). Pour éliminer ce type de composé soufré, l'emploi
d'un excès d'oxydant est nécessaire. Les rendements d'élimination
sont de l'ordre de 85 à 95% seulement même en utilisant un
excès de chlore à pH > 10.
Les consommations de chlore et de soude sont élevées (respectivement
8,5 et 7,6 moles/mole de CH3SH éliminé).
|
2. L'ozone
|
Oxydant
très puissant, toujours produit in-situ, dilué dans un gaz contenant
de l'oxygène (air ou oxygène pur).
Lors de son emploi par lavage et oxydation, il est nécessaire
de le transférer à la phase liquide, soit par un
hydro-injecteur dans le liquide avant l'opération de lavage,
soit dans une deuxième étape où il viendra oxyder le mercaptan
ou l'H2S absorbé.
En milieu aqueux H2S est oxydé par l'ozone principalement sous
forme de sulfate. Le pH se situe entre 9 et 11.
Les consommations d'ozone varient entre 0,8 et 3 moles d'oxydant
par mole d'H2S. (effets d'auto décomposition et d'inhibiteurs
de radicaux libres).
Pour les mercaptans on devra augmenter au maximum le pH (ionisation
maximale) et tenir compte des effets de sel. |
3. L'eau oxygénée
|
L'action
de l'eau oxygénée sur les mercaptans et l'hydrogène sulfuré
a fait l'objet de nombreuses publications.
Une étude effectuée en 1990, montre une consommation globale
de 12 moles d'H2O2 par mole d'H2S détruit, alors que la consommation
théorique n'est que de 4 moles/mole et qu'en laboratoire, compte
tenu d'espèces intermédiaires moins oxydées formées, on ne consomme
instantanément que 2 moles/mole.
L'utilisation d'eau oxygénée pour épurer un milieu contenant
de l'H2S entraîne souvent la formation d'odeurs alliacées. |
4. Le chélate ferrique
|
| Les
procédés qui mettent en oeuvre un chélate ferrique permettent
d'obtenir directement du soufre élémentaire à partir de gaz
acides, de telle sorte qu'il n'y a pas de pollution secondaire,
éliminent de façon satisfaisante l'odeur de l'hydrogène sulfuré
mais peuvent exiger des conditions contraignantes (pressions
supérieures à l'atmosphérique, températures élevées). |
CONCLUSIONS
|
L'obtention
de rendements élevés exige des hauteurs de garnissage de colonne
importantes. La pratique courante met souvent en jeu l'utilisation
de laveurs en série.
Le traitement d'un mélange de polluants se fait en 2 ou 3 étages
en série. Le plus souvent un étage de traitement acide pour
l'élimination des composés azotés, suivi d'un étage de traitement
basique oxydant ou de traitement oxydant suivi d'un traitement
basique.
L'avantage principal du lavage réside dans son aptitude à atteindre
des hauts rendements après optimisation des procédés spécifiques
mais l'inconvénient majeur vient de la création d'une pollution
liquide (fabrication importante de sels et présence d'oxydants
dans les rejets). |
Les méthodes
de lavage
précitées ont l'inconvénient majeur de générer des produits
de substitution
eux-mêmes polluants (certains sels ou des oxydants).
|
Dioxyde
de soufre (SO2) |
Les solutions actuellement adoptées dans l'industrie se rangent
dans les catégories suivantes: |
Traitement par action à la source
|
a- Par modification des procédés utilisés, notamment incinération
(catalyse humide sur charbon actif, traitement du combustible).
b- Par injection de désulfurant dans le foyer.
c- Par traitement des fumées:
-
lavage des gaz à la chaux hydratée,
-
procédé semi-sec (atomisation d'un lait de chaux),
-
procédé sec (injection de chaux pulvérulent
|
|
En
pétrochimie divers procédés sont à ce jour utilisés parmi
lesquels :
-
Procédé Scott pour unité de traitement des gaz de
queue des unités Claus.
- Procédé Clauspol.
- Procédé Sulfacide (catalyse humide sur charbon actif).
En chimie la méthode la plus courante consiste à capter le
SO2 sur de la soude.
La solution de sulfite de sodium obtenue est souvent rejetée
tel quel ou oxydée avant rejet.
|
Captage du SO2 par la soude
|
|
Les
méthodes d'épurations de SO2 ont, en particulier, l'inconvénient
majeur d'entraîner la formation de produits pouvant conduire
à une acidification néfaste de l'environnement.
|
| |